

در مقایسه با سایر انواع لوله ها، لوله های بدون درز نیازی به جوش یا اتصال ندارند و به سادگی توسط شمش های گرد جامد تشکیل می شوند که به استحکام و ویژگی های دیگر از جمله مقاومت در برابر خوردگی می افزاید. لوله مانیسمان چین در مقاومت در برابر تنش های مکانیکی نیز موثرتر هستند و فشار عملیاتی بالاتری نسبت به لوله های جوشی دارند که به لوله های بدون درز معروف هستند. به طور کلی کاربرد لوله های بدون درز چین به ضخامت دیواره لوله بستگی دارد. دماهای بالاتر برای تولید لولههای مانیسمان با دیوارههای ضخیمتر مورد نیاز است که باعث کاهش مقاومت در برابر تغییر شکل و در نتیجه انحراف بیشتر میشود.

کاربرد لوله مانیسمان چین
از آنجایی که لوله های مانیسمان چین قادر به تحمل فشارهای بالا هستند، به طور گسترده در کاربردهای فشار بالا از جمله پالایشگاه ها، سیلندرهای هیدرولیک، صنایع هیدروکربنی و در زیر ساخت های نفت و گاز استفاده می شوند.
فرآیند ساخت لوله مانیسمان (بدون درز) چین
لوله مانیسمان چین در سه رده 20، رده 40 و رده 80 تولید و به بازار عرضه می گردد. فرآیند تولید و ساخت لوله بدون درز چین شامل : آسیاب سنبه لوله فولادی بدون درز، آسیاب پلاگین لوله بدون درز و در نهایت اکستروژن لوله مانیسمان می باشد. در ادامه به توضیح هر یک از فرآیندهای معرفی شده خواهیم پرداخت.
فرآیند آسیاب سنبه لوله فولادی بدون درز
در فرآیند آسیاب سنبه ای برای ساخت لوله مانیسمان از شمش فولادی گرد جامد استفاده می شود. شمش در یک کوره گرمایش اجاق دوار گرم شده و سپس توسط یک سوراخ کننده سوراخ می شود. هنگامی که پوسته لوله بدون درز سوراخ شده تولید شد، بلافاصله به آسیاب سنبه شناور منتقل می شود. مکانیسم نورد کردن پوسته لوله از طریق آسیاب سنبه با میله سنبه در داخل به عنوان یک کنترل کننده برای ایجاد یک قطر خارجی استاندارد متوسط (OD) عمل می کند. پوسته آسیاب سنبه پس از آن در یک کوره حرارت مجدد گرم شده تا بتواند فرآیند نورد نهایی را تکمیل کند و ابعاد نهایی و کیفیت ریز ساختاری خود را به دست آورد. به محض خروج از کوره گرم کردن مجدد، لوله مانیسمان یک رسوب زدایی آب با فشار بالا دریافت می کند و رسوب اکسید آهن را که در کوره گرم کردن مجدد تشکیل شده است از بین می برد. یک سطح تمیز و بدون رسوب برای کیفیت خوب سطح بسیار مهم است. پوسته لوله بدون درز توسط آسیاب کششی به ابعاد مشخص کاهش می یابد. سپس لوله مانیسمان چین به مکانیسم قطع برای تعیین طول لوله بریده شده منتقل میشود. سپس این لوله های بدون درز بستهبندی میشوند و قبل از ارسال به عملیات تکمیلی و بازرسی بعدی هدایت میشوند. این فرآیند برای ساخت لوله های بدون درز با اندازه های کوچکتر، معمولاً 1 تا 6 اینچ (25 تا 150 میلی متر) استفاده می شود. شمش فولاد تا دمای 2370 درجه فارنهایت (1300 درجه سانتیگراد) گرم می شود و سوراخ می شود. یک سنبه وارد لوله بدون درز می شود و مجموعه از یک آسیاب نورد عبور داده می شود. برخلاف آسیاب پلاگین، آسیاب سنبه ای ضخامت دیواره را به طور مداوم با یک سری جفت غلتک منحنی که در زاویه 90 درجه نسبت به یکدیگر تنظیم می شوند، کاهش می دهد. پس از گرم شدن مجدد، لوله مانیسمان از یک آسیاب کاهنده کشش چند پایه عبور داده می شود تا قطر لوله به قطر نهایی کاهش یابد. سپس لوله مانیسمان (بدون درز) قبل از عملیات حرارتی، صاف کردن نهایی، بازرسی و آزمایش هیدرواستاتیک به طول بریده می شود.

فرآیند آسیاب پلاگین لوله بدون درز
در فرآیند آسیاب پلاگین لوله مانیسمان از شمش گرد جامد استفاده می شود. شمش گرد ابتدا به طور یکنواخت در کوره گرمایش اجاق دوار گرم شده و سپس سوراخ می شود. بیلت های گرد توسط یک سوراخ کننده متقاطع سوراخ شده و سپس آسیاب سوراخ کننده شمش را روی دو شاخه فشار میدهد تا سوراخ شود و سپس بیلت را بین رول و دو شاخه حرکت می دهند. سپس شمش سوراخ شده یا لوله تو خالی رول کاهش می یابد (گرم یا سرد) تا قطر خارجی و ضخامت دیواره مشخص شده به دست آید. این روش سرعت تولید بالایی دارد، اما نیازهای بالایی در فرآیند پذیری لوله خالی دارد و عمدتاً برای تولید فولاد کربن و لوله های فولادی کم آلیاژ مناسب است. این فرآیند برای ساخت لوله های بدون درز با اندازه های بزرگتر، معمولاً 6 تا 16 اینچ (150 تا 400 میلی متر) قطر استفاده می شود. یک شمش فولادی با وزن حداکثر دو تن تا دمای 2370 درجه فارنهایت (1300 درجه سانتیگراد) گرم شده و سوراخ می شود. سوراخ در پوسته تو خالی بر روی یک کشنده چرخشی بزرگ شده و در نتیجه یک لوله کوتاه با دیواره ضخیم ایجاد می شود. سپس یک دو شاخه داخلی تقریباً به همان قطر تمام شده لوله وارد لوله مانیسمان می شود. سپس لوله حاوی پلاگین از بین رول های آسیاب پلاگین رد می شود. چرخش رول ها ضخامت دیواره را کاهش می دهد. برای اطمینان از گرد بودن، برای هر عبور از آسیاب پلاگین، لوله بدون درز تا 90 درجه می چرخد. سپس لوله از میان آسیاب چرخان و آسیاب کاهنده عبور داده می شود تا ضخامت دیواره یکنواخت شود و ابعاد نهایی تولید شود و در نهایت لوله مانیسمان قبل از عملیات حرارتی، صاف کردن نهایی، بازرسی و آزمایش هیدرواستاتیک به طول بریده می شود.
فرآیند اکستروژن لوله مانیسمان
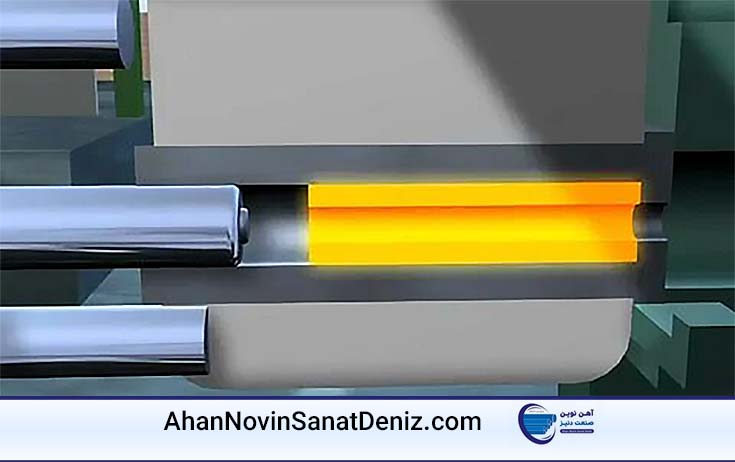
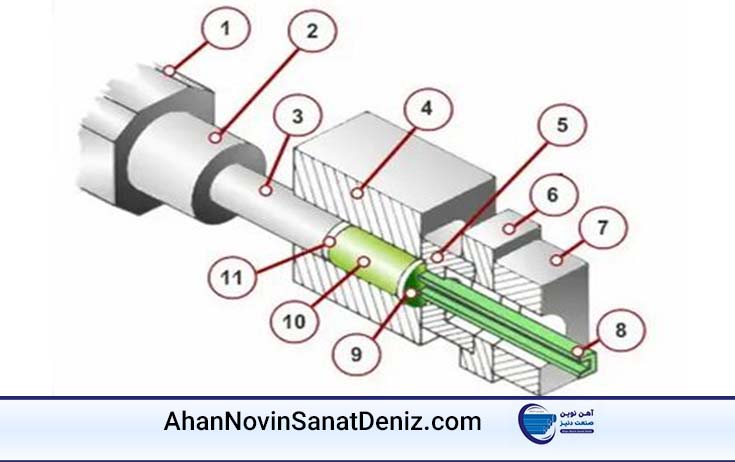
در روش اکستروژن از یک دستگاه سوراخ کننده برای سوراخ کردن یک لوله یا شمش فولادی استفاده می شود و سپس توسط یک اکسترودر آن را به یک لوله فولادی اکسترود می کند. این روش نسبت به روش نورد متقاطع کارایی کمتری دارد و برای تولید لوله فولادی آلیاژی با مقاومت بالا مناسب می باشد.
قیمت لوله مانیسمان (بدون درز) چین
لوله های بدون درز به دلیل فرآیند تولید نسبتا پیچیده تر، محدود بودن تولید کنندگان این نوع از لوله (انحصاری بودن بازار) و هم چنین تعداد لوله های مانیسمان در مقایسه با لوله های ERW معمولا قیمت هر تن 20 تا 30 درصد بالاتر می باشد. با توجه به این واقعیت، تخمین قیمت لوله با استفاده از قیمت استاندارد به ازای هر تن برای تمام لولههای «فولاد کربنی» یا «فولاد ضد زنگ»، بدون در نظر گرفتن قطر واقعی، ضخامت دیواره و درجه خاص، عملی اشتباه است و همه این عوامل باید در نظر گرفته شود تا در مراحل بعدی از افزایش هزینه ها در حین اجرای پروژه جلوگیری شود. علاوه بر این، قیمت لوله مانیسمان چین روزانه در نوسان هستند (به ویژه برای لوله های آلیاژی که حاوی عناصر شیمیایی مانند مولیبدن، نیکل، مس، کروم هستند).